Hej där! Som leverantör av anodiserade champagneprodukter har jag en mängd kunskap om bästa praxis för anodisering av champagne i en produktionsmiljö. I den här bloggen kommer jag att dela med mig av några tips och tricks som kan hjälpa dig att uppnå toppresultat.
Förstå Anodizing Champagne
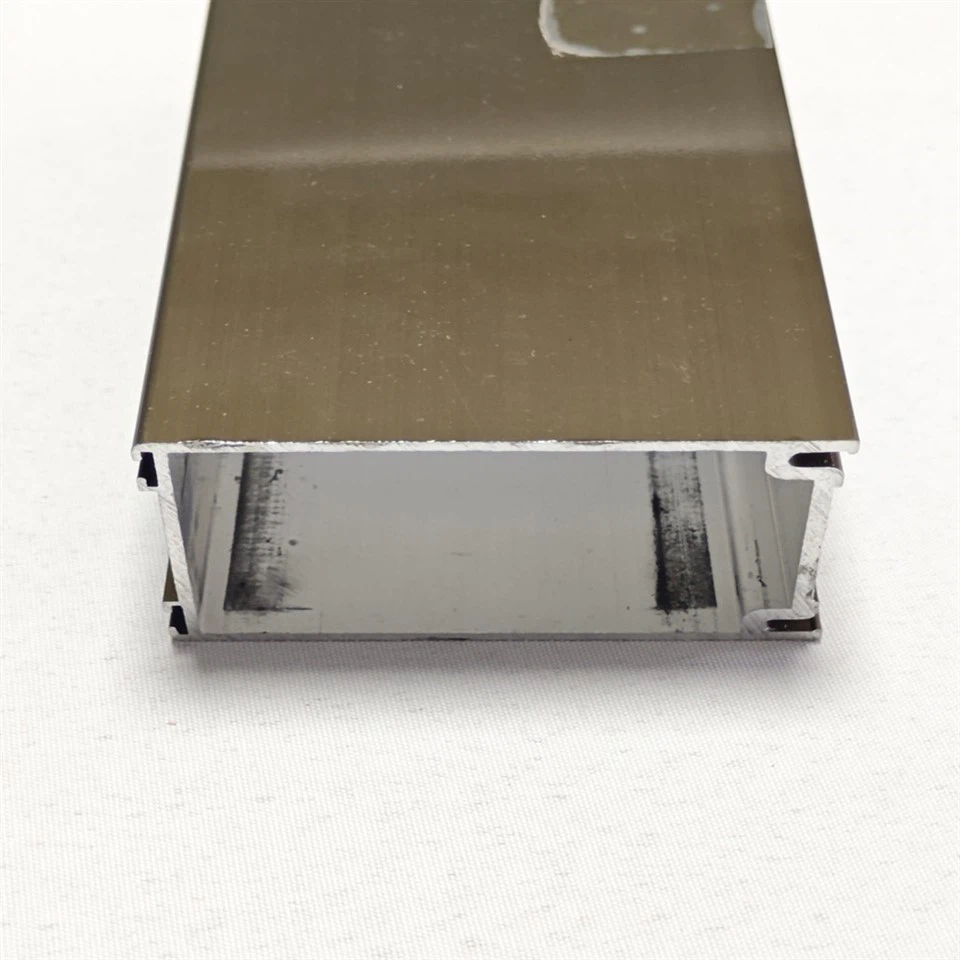
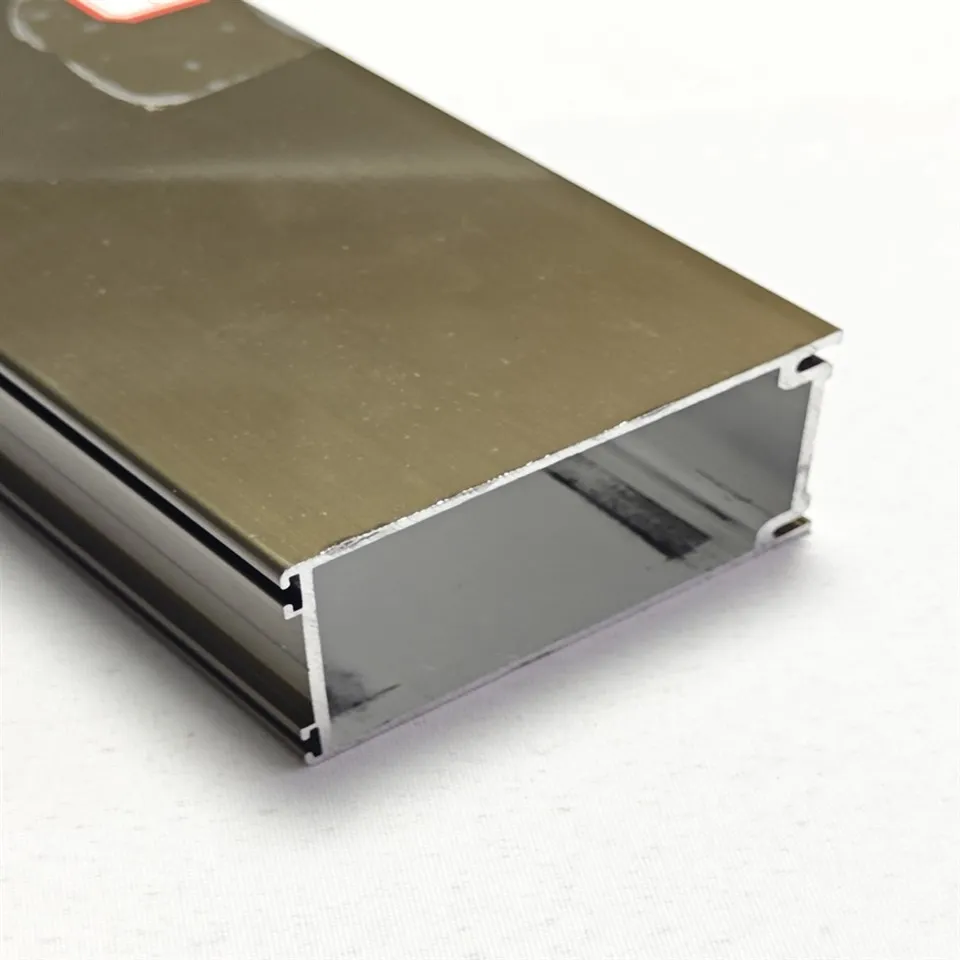
Först till kvarn, låt oss prata om vad anodizing champagne faktiskt är. Anodisering är en elektrokemisk process som omvandlar metallytan till en dekorativ, hållbar, korrosionsbeständig, anodoxidfinish. När vi talar om anodisering av champagne syftar vi på att skapa en finish som har en champagne - som färg och utseende på metallen, vanligtvis aluminium. Denna finish är populär i olika branscher, speciellt för fönster- och dörrprofiler. Du kan checka utExtruderad aluminiumanodisering av champagneprofiler för fönster och dörrför att se några bra exempel på hur denna finish används i verkliga tillämpningar.
Förbehandling
Förbehandlingsstadiet är avgörande för en framgångsrik anodiseringsprocess. Det börjar med rengöring av aluminiumsubstratet. All smuts, olja eller andra föroreningar på ytan kan störa anodiseringsprocessen och leda till en ojämn finish. Du kan använda ett milt alkaliskt rengöringsmedel för att ta bort ytans smuts. Därefter är ett deoxiderande steg ofta nödvändigt. Detta hjälper till att ta bort det naturliga oxidskiktet på aluminiumet, vilket också kan påverka anodiseringsresultatet.
När rengöringen och deoxideringen är klar är det dags för etsning. Etsning skapar en mikrogrov yta på aluminiumet, vilket gör att det anodiserade lagret fäster bättre. Du måste dock vara försiktig med etsningsprocessen. Överetsning kan göra ytan för grov, medan underetsning inte ger tillräckligt med vidhäftning. En bra tumregel är att följa tillverkarens rekommendationer för etslösningen och etstiden.
Anodiseringsprocess
Låt oss nu gå in på själva anodiseringsdelen. Den vanligaste metoden för anodisering av champagne är svavelsyraanodiseringsprocessen. I denna process nedsänks aluminiumarbetsstycket i ett svavelsyraelektrolytbad. En likström leds sedan genom badet, vilket gör att aluminiumet oxiderar och bildar ett anodisk oxidskikt på dess yta.
Koncentrationen av svavelsyran i badet är en viktig faktor. Generellt används en koncentration på cirka 15 - 20 % för anodisering av champagne. Badets temperatur har också betydelse. Den bör förvaras mellan 18 - 22°C (64 - 72°F). Om temperaturen är för hög kan det anodiska oxidskiktet växa för snabbt och bli poröst. Å andra sidan, om det är för lågt, kommer tillväxttakten att vara långsam, och processen kommer att ta längre tid.
Anodiseringstiden är en annan kritisk parameter. Det beror på den önskade tjockleken på anodoxidskiktet. För en champagnefärgad anodiserad finish räcker vanligtvis en tjocklek på cirka 10 - 25 mikron. Du kan beräkna anodiseringstiden baserat på strömdensiteten och önskad tjocklek. En typisk strömtäthet för anodisering av champagne är cirka 1 - 2 A/dm².
Färgning
Efter anodiseringsprocessen är det dags att ge aluminiumet den där vackra champagnefärgen. Det finns två huvudtyper av färgämnen som används för anodisering: organiska färgämnen och oorganiska färgämnen. Organiska färgämnen används oftare eftersom de erbjuder ett bredare färgspektrum och bättre färgbeständighet.
När du färgar, se till att det anodiserade aluminiumet sköljs noggrant efter anodiseringsprocessen för att avlägsna eventuell syrarester. Sänk sedan ner arbetsstycket i färgbadet. Färgbadets temperatur och pH är viktiga. För de flesta organiska färgämnen är en temperatur på runt 50 - 60°C (122 - 140°F) och ett pH på 5 - 6 idealiska. Färgningstiden varierar också beroende på önskad färgintensitet. Du kan börja med en kort tid och gradvis öka den tills du får den perfekta champagnefärgen.
Tätning
Det sista steget i anodiseringsprocessen för champagne är försegling. Tätning är viktig eftersom den stänger porerna i det anodiska oxidskiktet, vilket gör finishen mer motståndskraftig mot korrosion och slitage. Det finns flera förseglingsmetoder tillgängliga, såsom varmvattenförsegling, nickelacetatförsegling och dikromatförsegling.
Varmvattentätning är en enkel och kostnadseffektiv metod. I denna metod sänks det anodiserade och färgade aluminiumet i varmt vatten (cirka 95 - 100°C eller 203 - 212°F) under en viss tid. Värmen gör att porerna i det anodiska oxidskiktet sluter sig. Nickelacetattätning är en annan populär metod. Det ger bättre korrosionsbeständighet än varmvattentätning. Dikromatförsegling är också effektiv, men den innehåller sexvärt krom, som är ett giftigt ämne, så det används inte så ofta på grund av miljöhänsyn.
Kvalitetskontroll
Under hela anodiseringsprocessen för champagne är kvalitetskontroll avgörande. Du måste regelbundet kontrollera kvaliteten på de anodiserade produkterna. Några av nyckelparametrarna att kontrollera inkluderar tjockleken på det anodiska oxidskiktet, färgens enhetlighet och korrosionsbeständigheten.
Du kan använda en tjockleksmätare för att mäta tjockleken på det anodiska oxidskiktet. Färgens enhetlighet kan kontrolleras visuellt eller med hjälp av en kolorimeter. För korrosionsbeständighet kan du utföra saltspraytester. Dessa tester innebär att de anodiserade proverna utsätts för en saltvattendimma under en viss tid och sedan kontrolleras efter tecken på korrosion.
Säkerhetsaspekter
Att arbeta i en anodiserande produktionsmiljö kräver också strikta säkerhetsåtgärder. De kemikalier som används i anodiseringsprocessen, såsom svavelsyra och färgämnen, kan vara farliga. Se till att alla arbetare är ordentligt utbildade i att hantera dessa kemikalier. De bör bära lämplig personlig skyddsutrustning, såsom handskar, skyddsglasögon och förkläden.
Anodiseringsområdet bör vara väl ventilerat för att förhindra ansamling av skadliga ångor. Ha också säkerhetsduschar och ögonspolningsstationer tillgängliga i händelse av oavsiktligt kemikaliespill eller stänk.
Produktionseffektivitet
För att göra din anodisering av champagneproduktion mer effektiv kan du implementera några strategier. Ett sätt är att optimera arbetsflödet. Ordna arbetsstationerna i en logisk ordning så att arbetsstyckena kan röra sig smidigt från ett steg till nästa.
En annan strategi är att använda automatiserad utrustning. Automatiserade anodiseringslinjer kan minska arbetskostnaden och förbättra konsistensen i anodiseringsprocessen. De kan också övervaka och kontrollera nyckelparametrarna som temperatur, strömtäthet och anodiseringstid mer exakt.
Miljöpåverkan
I dagens värld är miljöpåverkan ett stort problem. När du anodiserar champagne bör du försöka minimera miljöavtrycket. Detta kan göras genom att de kemikalier som används i processen återvinns. Till exempel kan svavelsyran i anodiseringsbadet återvinnas och återanvändas.
Du kan också behandla det avloppsvatten som genereras under anodiseringsprocessen. Det finns olika metoder för rening av avloppsvatten tillgängliga, såsom utfällning, filtrering och jonbyte. Genom att behandla avloppsvattnet kan du minska mängden föroreningar som släpps ut i miljön.
Slutsats
Anodisering av champagne i en produktionsmiljö kräver en kombination av korrekt förbehandling, noggrann kontroll av anodiseringsprocessen, lämplig färgning och försegling och strikt kvalitetskontroll. Genom att följa dessa bästa metoder kan du producera högkvalitativa anodiserade champagneprodukter som möter marknadens efterfrågan.
Om du är intresserad av att köpa anodiserade champagneprodukter eller lära dig mer om våra anodiseringstjänster, kontakta oss gärna för en detaljerad diskussion. Vi hjälper dig alltid att hitta de bästa lösningarna för dina behov.
Referenser
- "Aluminum Anodizing Technology" av David P. Mattox
- "Ytbearbetning av aluminium och dess legeringar" av Jean - Pierre Bellanger